




1. Introduction
1.1 Overview of Boilers and Their Industrial Importance

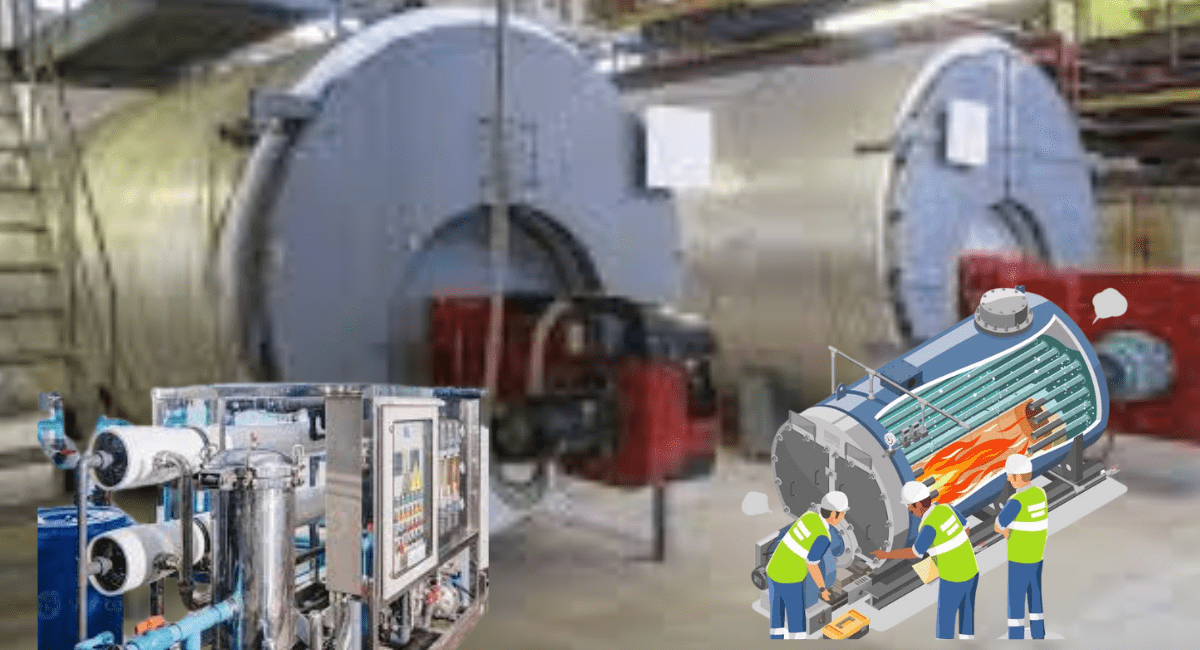
Boilers are essential components in many industrial and commercial operations. They are closed vessels designed to generate steam or hot water by applying heat to water. This steam is then used for a wide range of purposes — from driving turbines in power plants to heating systems in manufacturing facilities.
Industries such as food processing, textiles, chemical production, pharmaceuticals, and energy generation all rely heavily on boilers to maintain continuous and efficient operations. In simple terms, boilers act as the “heart” of industrial energy systems, converting fuel into usable thermal energy.
1.2 Definition of a Fire Tube Boiler
A fire tube boiler is one of the most common types of industrial boilers. In this design, hot gases from fuel combustion pass through tubes surrounded by water. As the hot gases move through these tubes, heat is transferred to the water, eventually converting it into steam.
This design is simple, robust, and well-suited for low to medium-pressure applications. Because of its straightforward design, the fire-tube boiler is widely used in small- to medium-sized plants where reliability and ease of maintenance are crucial.
1.3 Purpose of This Guide
The purpose of this guide is to provide readers with a complete understanding of fire tube boilers — from their fundamental principles to more advanced operational and efficiency concepts.
Whether you’re a student, engineer, or industrial professional, this guide aims to:
- Explain how fire tube boilers work and why they’re essential.
- Explore their components, types, and operational methods.
- Discuss efficiency, safety measures, and modern advancements in boiler technology.
By the end of this guide, readers will have a comprehensive understanding of fire-tube boilers, enabling them to make informed decisions on design, operation, and maintenance.
2. What is a Fire Tube Boiler?
2.1 Simple Explanation of the Working Principle
A fire tube boiler is a type of boiler in which hot gases from combustion pass through a series of tubes that are surrounded by water within a cylindrical shell. The heat from these gases is transferred through the tube walls into the surrounding water, gradually heating it until it turns into steam.
This steam is then collected in the upper part of the boiler shell and can be directed to various applications, such as powering turbines, heating systems, or industrial processes.
In simpler terms, the fire tube boiler transfers heat from the fire (inside the tubes) to the water (outside the tubes).
2.2 Core Idea: Heat Transfer Mechanism
The core principle of a fire tube boiler is efficient heat transfer between the hot combustion gases and the water. Here’s how it typically works:
- Fuel (such as coal, natural gas, or oil) is burned inside the furnace.
- The resulting hot gases travel through the fire tubes, which run horizontally or vertically through the water-filled shell.
- As these gases pass through the tubes, heat is conducted through the tube walls into the surrounding water.
- The water absorbs this heat, converting gradually into steam.
- Finally, the cooled flue gases exit through the chimney, while the generated steam is used for the desired process.
This setup provides a steady, controlled steam production, making fire tube boilers ideal for small- and medium-scale operations.
2.3 Comparison with Water Tube Boilers
To fully understand the unique features of a fire tube boiler, it helps to compare it with its counterpart—the water tube boiler.
| Feature | Fire Tube Boiler | Water Tube Boiler |
| Heat Flow | Hot gases pass through tubes surrounded by water | Water flows through tubes heated externally by hot gases |
| Steam Pressure | Operates at low to medium pressure (up to ~20 bar) | Operates at high pressure (up to hundreds of bar) |
| Steam Generation Rate | Slower | Faster |
| Design Complexity | Simple and compact | More complex and costly |
| Maintenance | Easier and less expensive | Requires skilled maintenance |
| Applications | Small and medium industries, heating systems | Large power plants, high-pressure systems |
In short, fire tube boilers are valued for their simplicity, reliability, and cost-effectiveness, whereas water tube boilers are preferred for high-pressure and large-scale industrial applications.
3. History and Evolution of Fire Tube Boilers
3.1 Early Designs of Fire Tube Boilers
The development of fire-tube boilers dates back to the early Industrial Revolution, when steam power became the backbone of manufacturing and transportation. Several early designs laid the foundation for modern boiler technology:
- Cornish Boiler (Early 19th Century)
- Invented by Richard Trevithick in 1812.
- Featured a single large flue (fire tube) running through a horizontal cylindrical shell filled with water.
- Operated at low pressure and was primarily used for pumping water from mines.
- Known for its simplicity and reliability, though it had a limited steam capacity.
- Lancashire Boiler (1840s)
- An improvement on the Cornish design, developed by William Fairbairn.
- Consisted of two large parallel fire tubes, which improved heat transfer and efficiency.
- Used extensively in textile mills, breweries, and manufacturing plants.
- Provided a higher rate of steam generation compared to the Cornish boiler.
- Packaged Fire Tube Boilers (Early 20th Century)
- Represented a significant step toward modernization.
- Entire units — including the furnace, burner, and control system — were preassembled and delivered as a single package.
- Reduced installation time, improved reliability, and standardised performance across industries.
3.2 Transition to Modern Fire Tube Boilers
As industrial demands increased, fire tube boiler designs evolved to meet the need for greater efficiency, safety, and automation.
Key developments included:
- Use of better-quality materials, such as steel alloys, to handle higher pressures and temperatures.
- Integration of mechanical draft systems, replacing natural draft for better combustion control.
- Compact vertical and horizontal designs for easier installation and maintenance in limited spaces.
- Enhanced insulation and heat recovery systems, reducing heat losses and improving thermal performance.
- Automation and control systems allow for precise monitoring of temperature, pressure, and fuel input.
These advancements made modern fire tube boilers more efficient, durable, and user-friendly, suitable for a wide range of commercial and industrial applications.
3.3 Improvements in Efficiency and Safety Over Time
Technological innovations have continuously enhanced both the efficiency and safety of fire tube boilers:
Efficiency Improvements
- Economizers were added to preheat feedwater using exhaust gases, recovering wasted heat.
- Condensing fire tube boilers emerged, utilizing latent heat from exhaust steam to achieve up to 95% efficiency.
- Advanced burner designs allowed for complete combustion and reduced fuel consumption.
- Automated control systems optimized fuel-air ratios for consistent performance.
Safety Enhancements
- Introduction of automatic pressure relief valves and low-water cut-off systems to prevent explosions.
- Organizations such as ASME and ISO establish regular inspection and certification standards.
- Digital monitoring systems now detect irregularities in temperature, pressure, or fuel flow in real time.
- Improved materials and construction standards significantly reduced the risks associated with high-pressure operations.
Summary
From the early Cornish and Lancashire models to today’s high-efficiency, fully automated packaged fire tube boilers, the evolution of this technology reflects more than a century of engineering progress. Modern fire tube boilers now combine safety, performance, and environmental efficiency, making them a cornerstone of industrial steam generation even in the age of advanced energy systems.
4. Main Components of a Fire Tube Boiler
A fire tube boiler consists of several key components that work together to generate steam efficiently and safely. Each part plays a vital role in the boiler’s operation, from fuel combustion to heat transfer and steam collection. Understanding these components helps improve the system’s operation, maintenance, and troubleshooting.
4.1 Shell – Structure and Purpose
- The shell is the main outer cylindrical body of the boiler.
- It is usually made of high-quality steel plates that can withstand internal pressure and high temperatures.
- The shell holds water and steam, providing the necessary volume for heat absorption and steam generation.
- The outer surface is often insulated to minimize heat losses.
- Its strength and durability are crucial for safe boiler operation under varying pressure conditions.
4.2 Furnace, Firebox, and Flue – Combustion Zone
- The furnace or firebox is the section where combustion of the fuel occurs.
- It is designed to provide sufficient space for complete burning of fuel (coal, oil, or gas) and efficient mixing of air and fuel.
- The flue (or flue passages) connects the furnace to the fire tubes, allowing the hot combustion gases to flow through the boiler.
- The interior surfaces of the furnace are typically lined with refractory material to withstand extreme temperatures and protect the steel shell.
- Proper furnace design ensures maximum heat release and stable combustion while minimizing fuel waste.
4.3 Tubes – Heat Transfer Pathways
- The tubes are the core feature of a fire tube boiler.
- They carry hot gases from the furnace through the water-filled shell, enabling efficient heat transfer.
- The heat from the gases passes through the metal walls of the tubes, heating the surrounding water and producing steam.
- The number, diameter, and length of the tubes are carefully designed to achieve the maximum heat-exchange area.
- In some designs, turbulators are installed inside tubes to improve gas turbulence and enhance heat transfer efficiency.
4.4 Smokestack or Chimney – Exhaust Outlet
- The smokestack (also called the chimney) serves as the exhaust outlet for flue gases after heat transfer is complete.
- It ensures the safe removal of combustion byproducts, such as carbon dioxide and water vapor, from the boiler.
- The chimney also helps create a natural draft, drawing in fresh air for combustion.
- Modern boilers may include mechanical draft fans to control airflow more precisely and improve combustion efficiency.
- Proper exhaust management contributes to cleaner emissions and improved system performance.
4.5 Mountings and Accessories – Safety and Control Devices
Fire tube boilers are equipped with various mountings and accessories that ensure safe and efficient operation.
Essential Mountings:
These are mandatory for safe operation and are directly fitted on the boiler:
- Safety Valve: Releases excess steam pressure to prevent explosions.
- Pressure Gauge: Displays the internal pressure for monitoring.
- Water Level Indicator: Shows the water level inside the boiler shell.
- Steam Stop Valve: Controls the flow of steam from the boiler to the steam line.
- Blow-off Valve: Removes impurities and sludge from the bottom of the boiler.
Common Accessories:
These devices improve the efficiency and performance of the boiler:
- Economizer: Uses exhaust gases to preheat the feedwater.
- Air Preheater: Warms the air entering the furnace to enhance combustion.
- Superheater: Increases the temperature of steam beyond its saturation point.
- Feed Pump: Supplies water into the boiler shell under pressure.
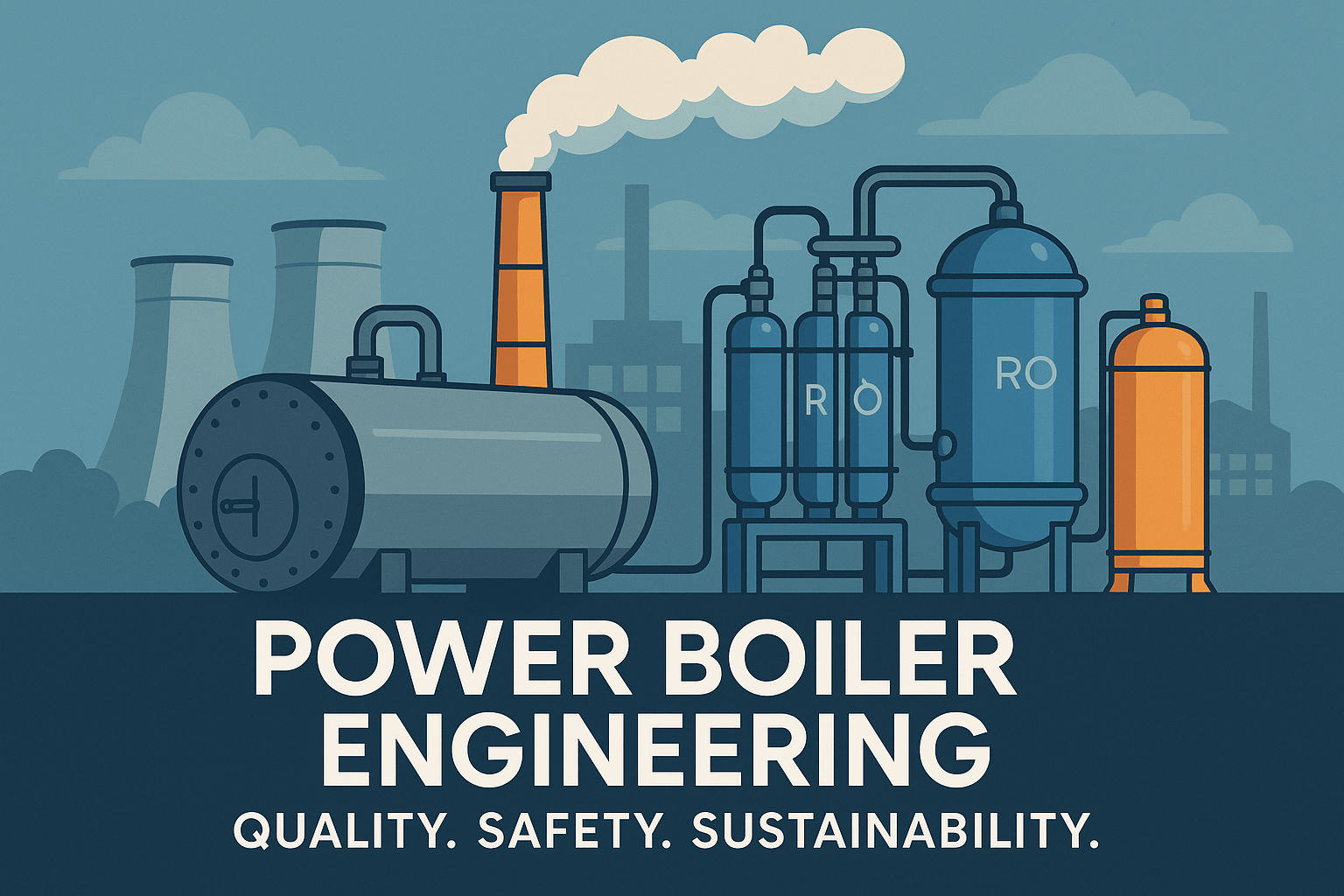
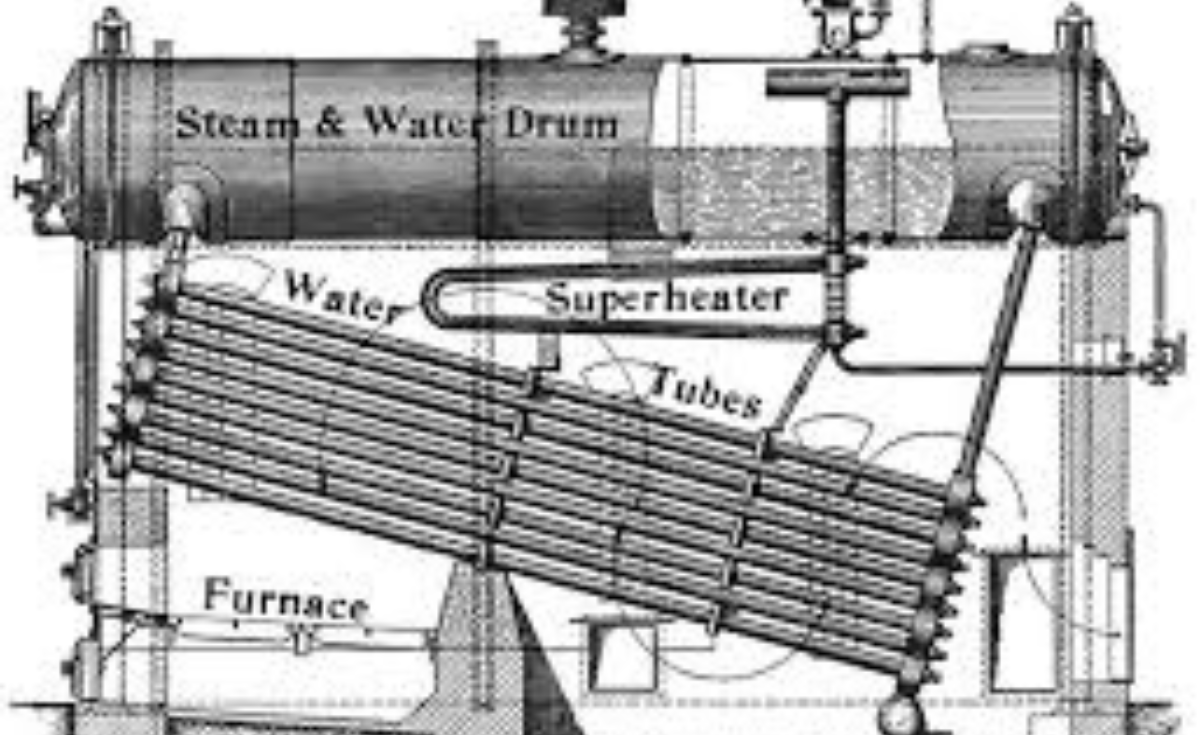
4.6 Diagram (Optional for Visual Clarity)
For better understanding, a schematic diagram of a typical fire tube boiler can be included.
It should label the main components, such as:
- Shell
- Furnace / Firebox
- Fire Tubes
- Water Level
- Steam Outlet
- Chimney / Smokestack
- Safety and Control Devices

5. Working Principle of a Fire Tube Boiler
A. Step-by-Step Combustion and Heat Transfer Process
- Fuel Combustion:
- Fuel (coal, oil, or gas) is burned in the furnace or firebox, generating hot flue gases.
- Heat Transfer to Water:
- Hot gases flow through fire tubes surrounded by water.
- Heat is transferred from the gases to the water via conduction through the tube walls and convection in the water.
- Water Heating:
- Water surrounding the tubes absorbs heat, causing its temperature to rise.
- Natural circulation occurs: hot water rises, cooler water sinks, ensuring uniform heating.
- Steam Generation:
- Water reaches its boiling point under the given pressure.
- Saturated steam forms at the top of the water level and is ready for use.
B. Flow Path of Flue Gases and Water Circulation
- Flue Gas Flow:
- Hot gases travel from the furnace → fire tubes → chimney for exhaust.
- During this path, the gases transfer heat to surrounding water.
- Water Circulation:
- Water naturally circulates inside the shell due to density differences: hot water rises, and cooler water sinks.
- This promotes continuous heat absorption and efficient steam production.
C. Conversion of Water into Steam
- Heat from flue gases raises water temperature.
- Water reaches boiling point and evaporates into steam.
- Steam is collected at the top of the shell and flows through the steam outlet.
- Exhaust gases leave through the chimney, completing the cycle.
D. Simple Process Flow Diagram (Visual Representation)
[Furnace / Firebox]
↓
[Fire Tubes] → Heat transfer to water
↓
[Water in Shell] → Water heats → Steam forms
↓
[Steam Outlet] → Steam for use
↓
[Chimney] → Exhaust flue gases
6. Types of Fire Tube Boilers
A. Cochran Boiler
- Type: Vertical fire tube boiler
- Characteristics: Compact design, commonly used for small-scale applications.
- Applications: Heating, small industries, and workshops.
B. Lancashire Boiler
- Type: Horizontal, multiple flue tubes
- Characteristics: High efficiency, large water capacity, and good steam output.
- Applications: Industries requiring continuous steam supply.
C. Cornish Boiler
- Type: Early single-flue horizontal boiler
- Characteristics: Simple construction, less efficient than modern designs.
- Applications: Early industrial applications, sugar mills, and textile industries.
D. Locomotive Boiler
- Type: Mobile fire tube boiler
- Characteristics: Compact, designed for steam locomotives with a cylindrical firebox.
- Applications: Railways and mobile steam engines.
E. Scotch Marine Boiler
- Type: Horizontal, multi-tube boiler
- Characteristics: Widely used in marine vessels and industrial applications, high efficiency, and robust design.
- Applications: Ships, factories, and large-scale steam plants.
F. Packaged Fire Tube Boilers
- Type: Factory-assembled, ready-to-install boiler
- Characteristics: Compact, cost-effective, and easy to install; designed for rapid deployment.
- Applications: Small to medium industrial processes, heating, and power generation.
| Type of Boiler | Orientation / Design | Efficiency | Applications | Notes |
| Cochran Boiler | Vertical, fire tube | Moderate | Small-scale heating, workshops | Compact and easy to install |
| Lancashire Boiler | Horizontal, multiple flues | High | Continuous industrial steam supply | Large water capacity |
| Cornish Boiler | Horizontal, single-flue | Low | Early industrial use, sugar mills, textiles | Simple construction |
| Locomotive Boiler | Mobile, cylindrical firebox | Moderate | Railways, mobile steam engines | Compact for movement |
| Scotch Marine Boiler | Horizontal, multi-tube | High | Ships, factories, large steam plants | Robust and widely used |
| Packaged Fire Tube Boiler | Factory-assembled, compact | Moderate to High | Small/medium industrial processes, heating | Easy installation, ready-to-use |
The diagram showing the types of fire tube boilers

7. Advantages and Disadvantages of Fire Tube Boilers
A. Advantages
- Simple Design and Operation: Easy to understand and operate, even for basic industrial setups.
- Low Initial Cost: Economical to install compared to other boiler types.
- Compact and Space-Efficient: Requires less floor space, suitable for smaller plants.
- Easy Maintenance: Accessible parts make cleaning and minor repairs straightforward.
B. Disadvantages
- Limited Steam Pressure and Capacity: Not suitable for very high-pressure or large-scale steam requirements.
- Slower Steam Generation: Takes longer to produce steam than in water-tube boilers.
- Risk of Explosion if Not Properly Maintained: Poor maintenance or improper operation can lead to safety hazards.
8. Applications of Fire Tube Boilers
Fire-tube boilers are widely used across various industries due to their simple design, reliability, and efficiency. The main applications include:
- Industrial Heating Systems
- Used to provide steam or hot water for space heating and process heating in factories and workshops.
- Suitable for operations that require consistent temperature control.
- Power Generation (Small to Medium Plants)
- Commonly used in small and medium-sized power plants for generating steam to drive turbines.
- Ideal for facilities with moderate power demands.
- Food and Beverage Processing
- Used for sterilisation, pasteurisation, and other heating processes in food and beverage production.
- Ensures hygienic and temperature-controlled operations.
- Textile and Chemical Industries
- Provides steam for dyeing, drying, and chemical processing.
- Offers uniform heating essential for quality control in production.
- Marine and Locomotive Applications
- Historically used in ships and steam locomotives to power engines.
- Still applied in some marine vessels and heritage trains for steam generation.
9. Efficiency and Performance Factors
The efficiency and performance of a fire tube boiler depend on how effectively it converts fuel energy into steam while minimizing heat losses and operational problems. Several operational and design factors play a key role in optimizing boiler performance.
9.1 Heat Transfer Efficiency
- Primary efficiency factor — how well heat from combustion gases transfers to water.
- Influenced by:
- Surface area of fire tubes
- Tube cleanliness (soot or scale reduces efficiency)
- Gas velocity and flow design
- Regular cleaning and proper tube design improve thermal conductivity.
- Higher heat transfer increases steam generation rate and reduces fuel use.
9.2 Fuel Type and Combustion Control
- Boiler performance varies with the type of fuel used, such as natural gas, oil, coal, or biomass.
- Clean-burning fuels like natural gas offer higher efficiency and lower emissions.
- Combustion control systems ensure:
- Correct air-to-fuel ratio
- Complete combustion
- Reduced heat loss through flue gases
- Automatic fuel control systems help stabilize steam output and prevent wastage.
9.3 Water Quality and Maintenance Practices
- Water inside the boiler must be treated and monitored regularly to avoid:
- Scale formation
- Corrosion
- Foaming and carryover
- Poor water quality reduces heat transfer and can cause tube damage.
- Proper maintenance includes:
- Regular water treatment
- Blowdown procedures
- Inspection of tube surfaces and shell
- Preventive maintenance extends boiler life and improves reliability.
9.4 Importance of Insulation and Blowdown Management
Insulation
- Insulating boiler surfaces prevents heat loss to the surroundings.
- Key insulation areas:
- Boiler shell
- Piping
- Valves and fittings
- Sound insulation improves thermal efficiency and reduces energy consumption.
Blowdown Management
- Blowdown removes sediment and dissolved solids from the boiler.
- Helps maintain:
- Water purity
- Heat transfer efficiency
- Stable pressure and temperature
- Automatic blowdown systems optimize water losses and reduce energy waste.
Summary
Improving boiler efficiency is not just about fuel savings—it reduces operational costs, lowers emissions, increases steam quality, and extends equipment lifespan. Proper control of heat transfer, fuel combustion, water quality, and insulation ensures optimal boiler performance.
10. Safety Measures and Maintenance
Safety is a critical aspect of fire tube boiler operation. Proper maintenance and monitoring are essential to prevent accidents, ensure efficient operation, and extend the boiler’s lifespan. This section outlines the key safety practices and routine maintenance procedures required for reliable performance.

10.1 Routine Inspection and Cleaning
- Regular inspections help detect early signs of wear, corrosion, or malfunction.
- Internal surfaces, such as tubes and shells, must be cleaned periodically to remove:
- Soot deposits (from combustion)
- Scale and sediment (from water impurities)
- Safety regulations and standards, such as ASME, often mandate internal and external inspections.
- Annual shutdown inspections are recommended to ensure complete inspection and cleaning of heating surfaces.
10.2 Pressure and Temperature Monitoring
- Fire tube boilers operate under pressure, making monitoring systems essential for safety.
- Pressure gauges display real-time boiler pressure, allowing operators to maintain safe operating limits.
- Thermometers and temperature sensors help detect overheating or abnormal conditions.
- Automatic control systems can shut down fuel supply if pressure or temperature exceeds safe limits. Digital monitoring and alarms improve safety and reduce operator error.
10.3 Safety Valve Calibration
- Safety valves are the most critical protective devices in a boiler.
- They automatically release steam when internal pressure exceeds the set safety limit.
- Regular calibration and testing are essential to:
- Ensure accurate relief at designated pressure levels
- Prevent boiler explosions
- Safety valves should be tested:
- At installation
- During routine maintenance
- After any repair or shutdown
10.4 Common Issues and Troubleshooting Tips
Fire tube boilers may face operational challenges. Early detection and corrective actions can prevent costly downtime or hazards.
Common Issues:
- Low water level: May lead to overheating or tube damage.
- Scale formation: Reduces heat transfer efficiency due to poor water treatment.
- Soot buildup in tubes: Blocks heat transfer; caused by incomplete combustion.
- Leaking tubes or joints: Caused by corrosion or mechanical stress.
- Pressure fluctuations: May indicate control system faults or fuel flow issues.

Troubleshooting Tips:
- Check feedwater supply and water level controls if water levels fluctuate.
- Perform regular blowdown to prevent sediment buildup.
- Inspect burners and adjust air-to-fuel ratio for clean combustion.
- Use proper chemical treatment to avoid scaling and corrosion.
- Monitor boiler logs to detect abnormal patterns early.
Summary
Safety and maintenance practices are essential for protecting both equipment and personnel. Consistent inspections, proper monitoring, and timely preventive actions help ensure efficient, trouble-free boiler operation while reducing the risk of failure or accidents.
11. Advanced Concepts and Modern Innovations
As industrial needs evolve and environmental concerns grow, fire tube boilers have undergone significant technological advancements. Modern innovations focus on improving efficiency, reducing emissions, and enhancing operational reliability through automation and intelligent control systems.
11.1 Automation and Digital Monitoring Systems
- Modern fire tube boilers now include fully automated control panels.
- Automation helps regulate:
- Fuel supply and combustion air
- Water level and feedwater flow
- Pressure and temperature settings
- SCADA and IoT-enabled systems allow remote monitoring and real-time performance tracking.
- Benefits include:
- Reduced operator dependence
- Faster response to system changes
- Improved safety and fuel efficiency
- Automatic fault detection and alerts
11.2 Condensing Fire Tube Boilers
- Condensing technology recovers additional heat from exhaust gases by cooling them below the water vapor dew point.
- This process allows the boiler to use the latent heat of vaporization, achieving efficiency levels up to 95%+.
- Key advantages:
- Reduced fuel consumption
- Lower exhaust gas temperatures
- Significant reduction in CO₂ and NOx emissions
- Widely used in systems where energy efficiency is a top priority.
11.3 Integration with Renewable Energy Systems
- Fire tube boilers are now being integrated into hybrid boiler systems using:
- Solar thermal heat
- Biomass fuels
- Waste heat recovery setups
- Examples:
- Solar preheating of boiler feedwater
- Using biogas or biomass pellets instead of fossil fuels
- This helps reduce dependence on fossil fuels and lowers greenhouse gas emissions.
- Integration supports sustainable and eco-friendly industrial practices.
11.4 AI-Based Predictive Maintenance Technologies
- Artificial Intelligence (AI) is transforming boiler maintenance strategies.
- Sensors collect data on:
- Temperature fluctuations
- Pressure trends
- Combustion performance
- Water chemistry
- AI models analyze this data to:
- Predict failures before they occur
- Schedule maintenance automatically
- Optimize fuel usage
- Suggest operational improvements
- Result: High uptime, reduced maintenance costs, and increased safety.
Summary
From digital automation to advanced heat recovery and AI-driven maintenance, modern fire tube boilers are more innovative and more efficient than ever. These innovations ensure improved performance, energy savings, reduced emissions, and safer operation — helping industries meet both economic and environmental goals.
12. Conclusion
A. Summary of Key Insights
- Fire tube boilers play a crucial role in various industrial, commercial, and heating applications.
- They operate on a simple yet effective principle: hot gases pass through tubes surrounded by water, generating steam.
- Understanding components like the shell, furnace, tubes, and mountings helps users operate and maintain them safely.
B. Importance of Both Basics & Advanced Knowledge
- Mastering basic concepts ensures safe and efficient operation.
- Awareness of modern innovations such as automation, condensing technology, and AI-based maintenance boosts performance and reliability.
C. Industrial Relevance
- Fire tube boilers remain a dependable choice due to their durability, simplicity, and cost-effectiveness.
- Modern improvements continue to make them more energy-efficient and environmentally friendly.
D. Final Takeaway
- Whether you’re a student, engineer, or plant operator, a strong understanding of fire tube boilers—from fundamentals to advanced technology—enables better decision-making and safer operation.
- Continuous learning and maintenance are key to maximizing boiler life and efficiency.