




1. Introduction
Fire tube steam boilers, first invented by Marc Seguin in 1828, marked a revolutionary step in steam generation technology. Boilers, in general, play a critical role in various industries by producing steam for power generation, heating, and industrial processes.
Among the different types, fire tube steam boilers remain one of the most widely used due to their simple design, ease of operation, and cost-effectiveness. They are critical in small to medium-scale industries such as textiles, food processing, and sugar mills, where a steady steam supply is essential.
The key difference between a fire tube boiler and a water tube boiler lies in their heat transfer design: in fire tube boilers, hot gases pass through the tubes surrounded by water, while in water tube boilers, water flows through tubes heated externally by hot gases. This distinction significantly affects their pressure capacity, efficiency, and applications.
2. What is a Fire Tube Boiler?

Definition and Basic Concept
A fire tube boiler is a type of steam boiler where hot combustion gases flow through tubes, which are surrounded by water in a cylindrical shell. Fire tube boilers heat from the hot gases that transfer through the tube walls, gradually heating the water until it converts into steam. This simple yet effective design makes fire tube boilers highly popular in industries requiring moderate steam pressures.
Historical Background and Evolution
The origins of fire tube boilers can be traced back to the early 19th century. In 1828, Marc Seguin successfully developed the first practical fire tube boilers for use in locomotives, revolutionising transportation. Over time, improvements were made in efficiency, safety, and durability, leading to specialised vespecialized as Cochran, Lancashire, and Locomotive boilers. These designs helped power industries during the Industrial Revolution and continue to serve in modern plants where moderate steam demands are required.
General Design and Components
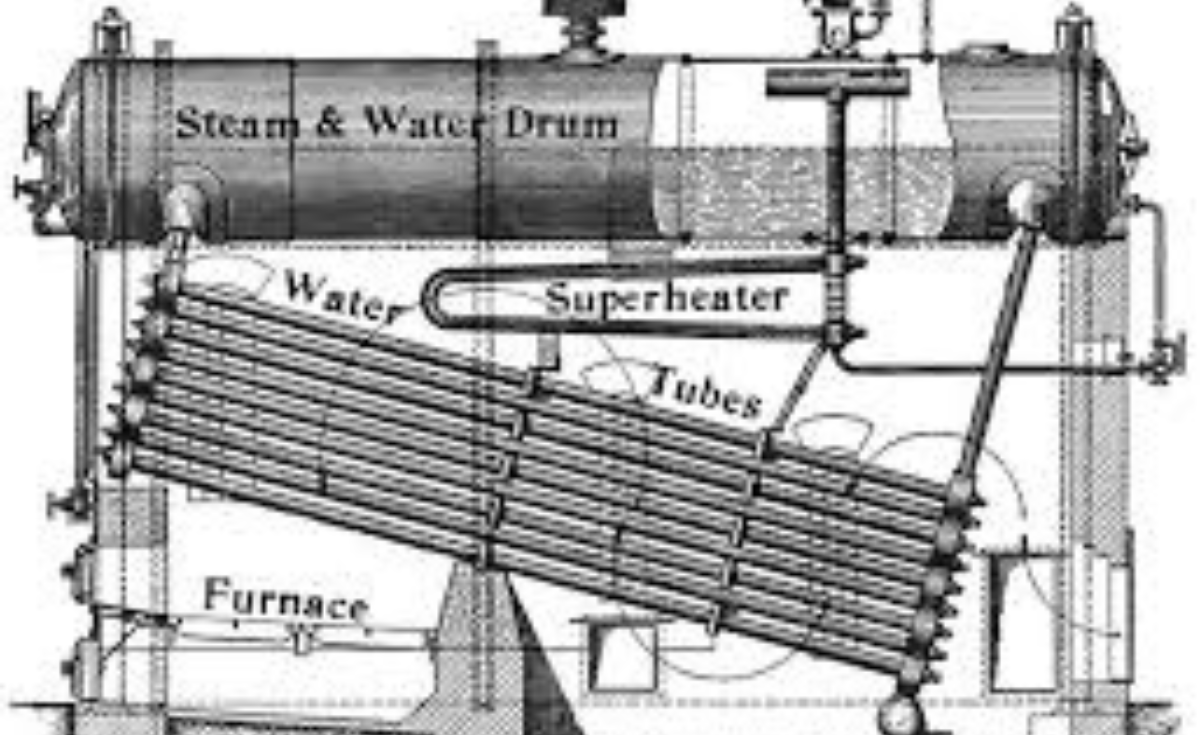
A typical fire tube boiler consists of:
- Boiler Shell – A large cylindrical vessel that holds water and surrounds the tubes.
- Furnace/Firebox – The chamber where fuel combustion takes place, producing hot gases.
- Tubes – Small tubes running through the water-filled shell, carrying hot gases from the furnace.
- Chimney/Stack – Outlet for flue gases after heat exchange.
- Grate – The platform where solid fuel is burned (in solid-fuel-fired boilers).
- Boiler Mountings and Accessories – Safety valves, pressure gauges, water level indicators, feed check valves, and blow-off valves to ensure safe and efficient operation.
This straightforward design makes fire tube boilers easy to construct, operate, and maintain, making them suitable for industries with low to medium steam pressure requirements.
3. Working Principle of a Fire Tube Boiler

Step-by-Step Explanation of the Steam Generation Process
- Fuel Combustion – Solid, liquid, or gaseous fuel is burned inside the furnace/firebox, generating hot combustion gases.
- Flow of Hot Gases – These hot gases travel through tubes that are surrounded by water in the boiler shell.
- Heat Transfer – As the hot gases move through the tubes, they transfer heat to the water outside the tubes by conduction and convection.
- Steam Formation – The water gradually absorbs heat until it reaches its boiling point, producing steam.
- Steam Collection – The steam rises to the upper portion of the boiler shell and is stored until required.
- Steam Utilisation – The generated steam is then supplied to turbines, engines, or industrial equipment for heating or power generation.
- Exhaust of Flue Gases – After heat transfer, the cooled flue gases exit through the chimney/stack into the atmosphere.
Heat Transfer Mechanism
- In fire tube boilers, the hot gases flow inside the tubes, and the water surrounds the tubes.
- Heat transfer occurs from the hot gases through the metal tube walls into the water.
- This indirect heat exchange makes fire tube boilers efficient for low to medium-pressure steam generation.
4. Types of Fire Tube Boilers
Fire tube boilers are classified based on their orientation, design, and application. Below are the most common types:
4.1 Horizontal Fire Tube Boiler
- Description: In this type, the boiler shell is placed horizontally, and hot gases pass through tubes surrounded by water.
- Package Type Variations:
- Wet Back Boiler – The rear of the furnace is surrounded by water, improving efficiency and reducing heat loss.
- Dry Back Boiler – The rear of the furnace is lined with refractory material, easier to maintain but less efficient.
- Reverse Flue Boiler – Hot gases reverse direction within the shell, enhancing heat transfer.
- Applications: Widely used in industries, heating systems, and small power plants due to simple operation and maintenance.
4.2 Vertical Fire Tube Boiler
- Structure: The shell and tubes are placed vertically, making it compact and space-saving.
- Usage: Ideal for places where floor space is limited, such as marine applications and small workshops.
4.3 Cochran Boiler
- Design: A vertical, multi-tubular boiler with a hemispherical furnace and dome-shaped shell.
- Features: Compact design, high efficiency for small capacity needs, and easy installation.
- Working: Hot gases flow through multiple tubes, transferring heat to the surrounding water and generating steam.
4.4 Lancashire Boiler
- Construction: A horizontal boiler with two large flue tubes running through a cylindrical shell filled with water.
- Advantages: Strong design, high steam capacity, and good efficiency.
- Uses: Traditionally used in textile mills, paper mills, and sugar factories.
4.5 Locomotive Boiler
- Design: A horizontal multi-tubular boiler with a large number of small tubes and a firebox at one end.
- Unique Feature: Designed for mobility, originally used in railway steam locomotives.
- Applications: Now rarely used in railways, but still applied in some portable steam engines.
4.6 Cornish Boiler
- Design: Horizontal cylindrical shell with a single large flue tube containing the furnace.
- Limitations: Low steam generation rate and limited efficiency compared to modern boilers.
- Applications: Once widely used in mines and early factories, now mostly obsolete but essential historically.
Fire Tube Boiler Types Comparison Table
| Type of Fire Tube Boiler | Design | Key Features | Applications |
| Horizontal Fire Tube Boiler | Horizontal shell; tubes carry hot gases through water | Available in wet back, dry back, and reverse flue designs; easy maintenance | Industries, heating systems, small power plants |
| Vertical Fire Tube Boiler | Vertical shell; compact multi-tubular design | Space-saving; simple construction; limited capacity | Space-saving; simple construction, limited capacity |
| Cochran Boiler | Horizontal shell with a single large flue tube | Small industries, laboratories, and educational training | Simple design; historically significant; low efficiency |
| Lancashire Boiler | Horizontal shell with two large flue tubes | Strong construction; high steam capacity; reliable | Marine applications, workshops, and limited floor space areas |
| Locomotive Boiler | Horizontal multi-tubular; firebox with many small tubes | Portable; designed for locomotives; quick steam generation | Railway locomotives, portable steam engines (historical use) |
| Cornish Boiler | Compact, economical, efficient for small-scale use | Space-saving; simple construction, limited capacity | Vertical multi-tubular with a hemispherical furnace |
5. Key Components of a Fire Tube Boiler
A fire tube boiler consists of several essential parts that ensure efficient steam generation, safe operation, and durability.
5.1 Shell
- The outer cylindrical body of the Boiler contains boiler water and steam.
- Designed to withstand pressure, it encloses the tubes and furnace.
- Made of steel for strength and heat resistance.
5.2 Furnace
- The chamber where fuel combustion takes place.
- Generates hot gases that flow through the tubes.
- Can use coal, oil, gas, or biomass as fuel.
5.3 Tubes
- Small, narrow tubes running inside the shell.
- Hot gases pass through these tubes, transferring heat to the surrounding water.
- The number and arrangement of tubes determine boiler efficiency.
5.4 Chimney
- The system provides an outlet for flue gases after they transfer heat to the water.
- Ensures proper draft and continuous fuel combustion.
- Prevents the accumulation of harmful gases inside the Boiler.
5.5 GrBoiler
- A platform of iron bars in the furnace.
- Solid fuel (like coal or wood) is placed here for combustion.
- Allows ash to fall through, ensuring proper airflow for burning.
5.6 Mountings and Accessories
- Essential fittings for safe and efficient operation of the Boiler.
- ComBoilerlerings include:
- Safety Valve – Prevents excessive pressure.
- Water Level Indicator – Shows water level inside the shell.
- Pressure Gauge – Monitors steam pressure.
- Blow-off Valve – Removes impurities and sludge.
- Accessories include economisers, superheaters, and feed pumps, which improve boiler efficiency.
6. Advantages of Fire Tube Boilers
Fire tube boilers are widely used because of their practical design, reliability, and cost-effectiveness. Some of the key advantages include:
6.1 Simple Design and Easy Operation
- The construction of a fire tube boiler is straightforward, with fewer components compared to other boiler types.
- Easy to install, operate, and maintain, making it suitable for industries with limited technical expertise.
6.2 Cost-Effective and Durable
- Fire tube boilers are less expensive to build and install compared to water tube boilers.
- With proper maintenance, they are long-lasting and durable, offering a good return on investment.
6.3 Suitable for Small to Medium Industries
- Designed to handle low to medium steam pressures, making them ideal for industries like textiles, food processing, and sugar mills.
- Provide steady and reliable steam output for small to medium-scale industrial applications.
7. Limitations of Fire Tube Boilers
While fire tube boilers offer several benefits, they also come with certain limitations that restrict their use in large-scale or high-pressure applications.
7.1 Lower Pressure Handling Capacity
- Fire tube boilers are generally limited to low and medium steam pressures.
- Not suitable for industries requiring very high-pressure steam, such as modern power plants.
7.2 Slower Steam Generation Rate
- Since water surrounds the tubes, it takes longer to heat a large volume of water.
- Leads to slower steam generation compared to water tube boilers.
7.3 Limited Efficiency for Large Operations
- Fire tube boilers are best for small to medium-scale operations.
- In large industrial plants, they may become less efficient and less economical.
7.4 Risk of Tube Damage
- Scaling, corrosion, or overheating can cause tube failure.
- Maintenance and water treatment are critical to avoid breakdowns.
8. Applications of Fire Tube Boilers
Fire tube boilers are widely used across industries that require low to medium steam pressure. Their reliability, cost-effectiveness, and simple operation make them suitable for a variety of applications.

8.1 Food and Beverage Industry
- Used for cooking, processing, and sterilization.
- Provide steady steam for breweries, dairy plants, and bakeries.
8.2 Textile Industry
- Essential for drying, dyeing, and finishing fabrics.
- Fire tube boilers supply consistent steam to textile mills.
8.3 Sugar Mills
- Provide steam for sugarcane crushing, evaporation, and crystallisation.
- Often used in combination with small cogeneration plants.
8.4 Chemical and Pharmaceutical Industries
- Used for heating sterilization, the steam requirements.
- This is suitable for small-scale chemical plants and medicine production units.
8.5 Small Steam Power Plants
- Serve as auxiliary boilers in small thermal power plants.
- Provide backup steam supply when demand is low or during maintenance.
8.6 Heating Systems
- Widely used in hospitals, hotels, schools, and office buildings.
- Supply steam for central heating and hot water systems.
9. Safety and Maintenance Practices
Proper safety and maintenance are crucial for ensuring the long life, efficiency, and safe operation of fire tube boilers. Neglecting maintenance can lead to reduced performance, tube damage, or accidents. Below are key practices:

9.1 Regular Inspection of Tubes and Shell
- Conduct periodic visual and non-destructive inspections of boiler tubes and the outer shell.
- Look for signs of corrosion, cracks, scaling, and tube leakage.
- Prompt replacement or repair ensures reliability and prevents major breakdowns.
9.2 Proper Water Treatment to Prevent Scalin
- Impurities in water can cause scaling, corrosion, and deposits on boiler tubes.
- Use water softeners, chemical treatment, and deaerators to maintain water quality.
- Prevents loss of heat transfer efficiency and increases tube life.
9.3 Pressure and Safety Valve Checks
- Regularly inspect and test safety valves, pressure gauges, and water level indicators.
- Ensure that safety valves operate correctly to prevent overpressure accidents.
- Calibrate pressure gauges periodically for accurate readings.
10. Conclusion
Fire tube boilers have remained vital to steam generation since the 19th century. Their ease of use, cost-effectiveness, and adaptability make them suitable for a wide range of industries.
Although limited in high-pressure applications compared to water tube boilers, they remain indispensable in small to medium operations. With proper maintenance and safety checks, fire tube boilers continue to serve as reliable and efficient steam-generating units across industries.